近年来,一种激动人心的替代性工艺已投入工业应用,即使用超快激光器在近红外波长范围内产生次皮秒脉冲。在这一方法中,超短脉冲紧密聚焦于玻璃的大部分或表面,每平方厘米的功率密度超过数太瓦,引发复杂多样的工艺,如同时多光子吸收、雪崩和碰撞电离,造成对玻璃基质高度局域化的破坏,同时几乎不存在能量沉积(只有几微焦甚至更少)。由于每次脉冲所用能量极其适度,对该部位(甚至是聚焦体积)造成的热影响可以忽略不计。这一方法通常被称为“冷消融”,可以用来制造极为精确的3D结构。和其他微制造技术相比,飞秒激光微制造透明材料具有独特优势。
加工强化玻璃
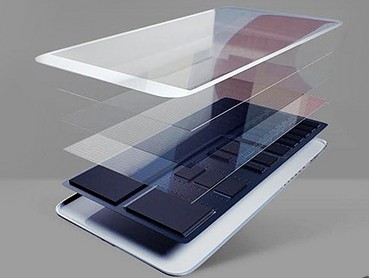
智能手机的兴起加大了显示屏的重要性。智能触摸显示屏(触摸屏)已经超越了手机键盘成为最主要的用户界面。典型的智能手机包括四块玻璃平板:两块在显示屏上,容纳薄膜晶体管和液晶材料;一块提供触摸功能;还有一块化学钢化玻璃盖板保护底层免于划伤,冲击损伤和脏物。由于用户想要轻便、纤薄的智能手机,更薄的玻璃面板被使用。典型的玻璃显示面板为0.3毫米厚;化学钢化玻璃盖板0.7毫米厚。这使得传统的切割工艺达到了极限。切削轮子已经不适合加工这种玻璃,因为他们都经过特殊的化学强化处理,而铣削加工则需要大量研磨和抛光上的返工工作。
红外和绿光波长的超短脉冲激光器正好可用于这种材料的加工。皮秒脉冲能减少裂缝的产生,切割质量远远超过普通的铣削加工。激光光束多次扫过被加工材料来实现切割。速度,边缘质量和边缘的角度可以由加工策略来决定。相对于其他的激光工艺,烧蚀工艺更稳妥:例如,轻微变形的玻璃并不影响加工结果。在测试中,使用绿光皮秒激光器,"CorningEagleXG"的弯曲强度达280兆帕。使用红外皮秒激光器的测试结果表明速度增加三倍,边缘的弯曲强度略低。
更强大的皮秒激光器使我们有更大的机会来提高加工玻璃的效率。我们比较钢材和玻璃的烧蚀速度以及加工效率时这种机会尤为明显。由于等离子体屏蔽的原因,钢材的烧蚀效率在5J/cm2的脉冲能量密度时开始降低,而玻璃允许更高的脉冲能量密度,直到加工效率达到最高。因此当加工玻璃时,更高的脉冲能量可以转化为更高的烧蚀效率。
当考虑进一步降低玻璃的重量和厚度时,人们可能会使用超薄玻璃。50微米厚的玻璃处理起来更微妙,对于机械加工也更敏感。事实上,这样的玻璃不用激光来加工已经是不可能了。
适用于任何棘手情况的蓝宝石
蓝宝石是地球上仅次于钻石第二坚硬的材料,很难使用机械的方法来加工。使用激光器来切割蓝宝石是当今LED制造业的标准加工方法,蓝宝石在这里用作基板衬底。由于其抗划伤性和透光性,蓝宝石会用来生产手表和光学仪器的保护镜面。
当加工细小的轮廓时,超短脉冲激光器可以实现精准的加工。例如当切割圆形部件和钻微孔时,柔性的轮廓加工可以通过高速扫描器来实现。超短脉冲除去了加工时的热影响,从而产生极好的切割边缘质量。图6显示了0.4毫米厚的圆形、正方形和三角形轮廓,使用TruMicro5070红外皮秒激光切从蓝宝石上切割下来。最小轮廓尺寸是0.2毫米。与超短脉冲相结合的智能加工方式可以避免形成缺口及开裂。经验表明100微焦左右的脉冲能量是最佳的。例如,将脉冲能量为250微焦的激光光束分成两个125微焦的独立激光光束同时加工两个零部件就可以获得更高的产量。卓越的加工质量取决于加工方法、除尘和工件夹具之间的适宜的配合。


 中华触摸网
2016-08-19 15:30
中华触摸网
2016-08-19 15:30